磨き剤−輝きシリーズ−
(ツール及び材料の使用方法と作業手順) |
 |
|
|

 |
作業前の車塗装表面 |
|
|
FK-2(ガソリンスタンド用門型洗車機)にてコーティング済み。 |
||

 |
鉄粉除去 |
|
| Feカット(鉄粉除去剤)を塗装表面にスプレーします。 約10分程度で、鉄粉は紫色に変色(還元)します。 鉄粉の付きやすい足回り付近は、特に念入りにスプレーしてください。 |
  |
洗車 |
|
| 高圧水で鉄粉除去剤と砂埃等を洗い落します。 洗車後のエアーブローや水滴の拭き取りは必要ありません、濡れた状態で洗浄作業を行います。 |
  |
塗装表面の洗浄 |
| アクリルタワシに強力洗浄剤(カットオフ)をスプレーし、磨き作業の妨げとなるタール・酸化物・ワックス・鉄粉等をしっかりと落とします。
カットオフは洗剤でありながら泡立ちません。 |
|

 |
還元された鉄粉も同時に、アクリルタワシで絡め取ります。 カットオフが飛び散らないように回転数を調整してください。 |

 |
洗車スポンジまたはアクリルタワシを使用し、水でカットオフを洗い流します。 塗装表面の洗剤分は乾燥させないよう、スパンごとに分けて洗います。 |
  |
洗浄後の比較
|
洗浄後は表面が白っぽく変色し、小さなキズが目立つ塗装本来の状態が現れます。 きれいに見えた塗装面でも、いろいろな材料により隠されていることが多く、塗装自体を傷める原因になっています。 |
|

 |
ウールバフ磨き |
|
| 大きめのキズを取る作業です。 ウールバフに磨き剤ABを2滴小豆大の量を乗せ、指で軽く延ばします。 この量でクラウンのボンネット1/3〜1/2程施工できます。 |

 |
ギアアクションを使い低回転でゆっくり磨きます。 塗装表面の温度は上げすぎないように注意してください。 量を多く使いすぎると作業効率が低下するため、少なめの量を心がけてください。 |

 |
ウールバフの掃除 |
| キレが悪いと感じたら、エアーブローで余分なコンパウンドを落とし、バフの毛を立たせます。 使い終わったらエアーブローで掃除します。ウールの品質を維持するため洗濯用ネットを使用してください。 |
|
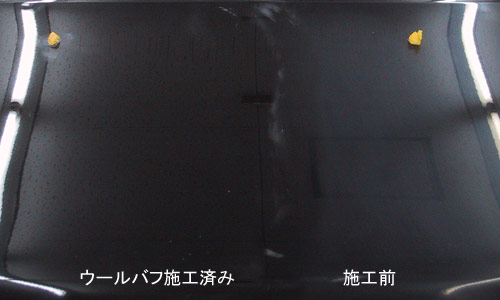 |
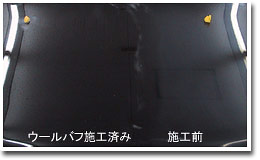
施工後の比較 |
| ウールバフ磨き後とカットオフ洗浄のみの状態です。 | |

 |
施工後の確認 |
ウールバフ磨き後とカットオフ洗浄のみの状態です。 ウールバフで磨き施工中に「コンパウンド刺さり」があっても、そのままにしておきます。 |
|
  |
ウレタンバフ磨き工程 |
|
| 小さいキズを取る作業です。 ウレタンバフに磨き剤Cを2滴小豆大の量を乗せ、指で軽く伸ばします。 この量でクラウンのボンネット1/3〜1/2施工できます。 |
  |
ダブルアクションを使用し低回転でゆっくり磨きます。 「コンパウンド刺さり」がある部分から磨き、塗装表面の温度は上げすぎないように注意してください。 |

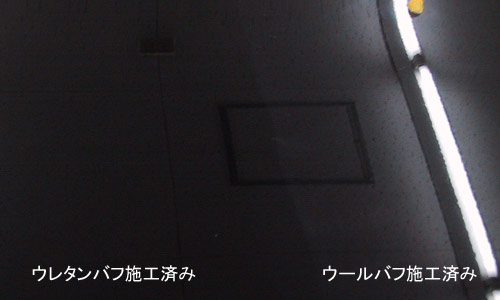 |
施工後の比較 |
| ウレタンバフ磨き後とウールバフ磨き後の状態です。 小さな傷がなくなり、つるつるの塗装面に仕上がります。 グラスコーティングはきれいな下地作りがポイントです。 |
|

 |
仕上げのウレタンバフ磨き工程 |
| 輝きを増す磨き作業です。 ダブルアクションツールを使用し、ウレタンバフに磨き剤Dを2滴小豆大の量を乗せ、指で軽く延ばします。 この量でクラウンのボンネット1/2程度施工できます。 |
|
  |
仕上げ磨き工程完了 |
| 仕上げ磨き工程が終わった状態です。 輝き剤Dには、銀酸化チタンが配合されており、輝きが増すとともに、付いた汚れを分解する効果があります。 |
|

 |
コーティング施工ツール |
|
| コーティングバフ、手掛けにはコーティングクロスと特殊スポンジを使用します。 ポリバフまたは硬めのウレタンバフに別売りのソフトカバーをかけることにより、液剤の延びがよく、使用量を減らしつつ、施工品質向上が図れます。 |

 |
グラスコーティング工程 |
| コーティング剤を2〜3滴コーティングバフに付けます。 約10mlで、クラウンの大きさ1台を施工できます、多く使うとムラができやすくなるので少な目を心がけてください。 ※今回は親水性コーティング剤ARCハイコートVXを使用していますが、他のコーティング剤でも同じです。親水性・はっ水正・疎水性等仕上がりに応じてお選び下さい。 |
|

 |
ダブルアクションツールを使用し、塗装面にコーティングをよく含浸させます。
塗りムラが出た場合、湿らせたマイクロダスターで拭き取ります。 |
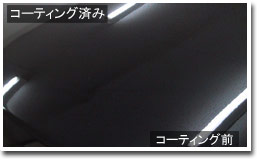 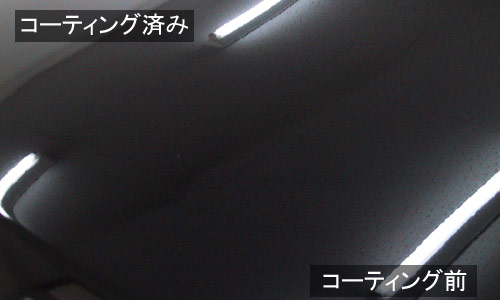 |
コーティング完了 |
| 透明度の高いコーティング剤は、黒がより黒く色の深みが増してきます。 完全ガラス結合には約48時間要します。 |
|
株式会社アース化研 〒921-8043